


Что такое литье формы Die?
2025-06-23
Что такое литье формы Die?
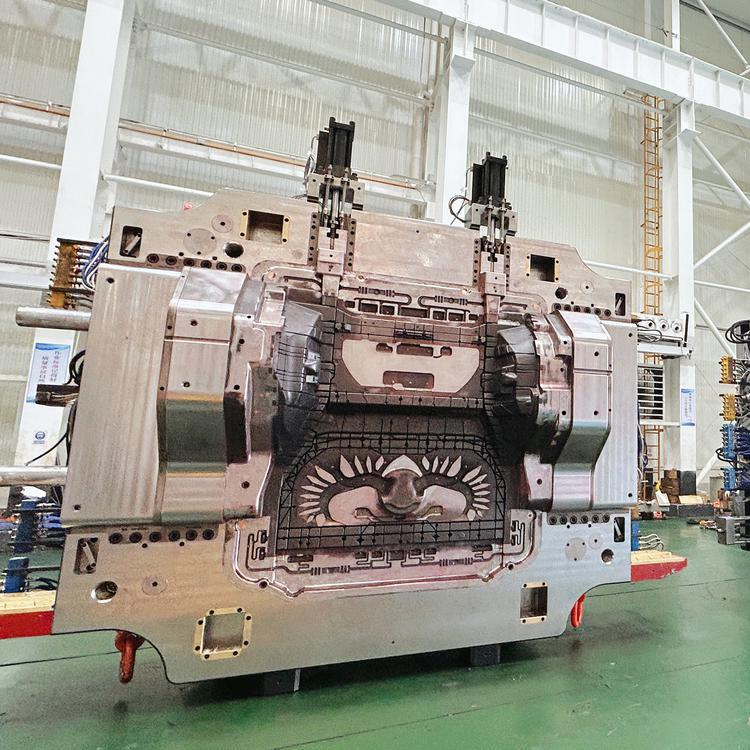
Литьевая форма-это инструмент из высококачественной стали, который сотрудничает с литьевой машиной для уплотнения и формовки материалов из сплава металла. Он собран с плесенью ноги, плесени рамки, полости плесени и аксессуаров. Он имеет движущуюся половину с фиксированной половиной, две половинки объединены внутри, чтобы сформировать форму готового продукта.
Высокотемпературная расплавленная металлическая жидкость вводится в полость плесени на высокой скорости через плунжер литейной машины, под давлением, и после охлаждения мы получаем желаемую металлическую форму.
Качество материала плесени и дизайн формы определяют срок службы плесени, а также качество изготовленных из нее деталей для литья под давлением.
Структура плесени имеет решающее значение для ее производительности и срока службы. Ниже приведены ключевые факторы, которые следует учитывать при проектировании литейной формы die:
Разделительная поверхность: разделительная поверхность должна быть хорошо приспособлена для упрощения формы. Горизонтальное или вертикальное разделение может повысить эффективность и упростить структуру формы.
Положение бегуна и ворот: обеспечить простое положение бегуна и ворот, облегчая подачу материала и выхлопные газы. Оптимальные поперечные сечения предотвращают ненужные потери материала.
Удаление ворот и бегунов: упростите удаление ворот и бегунов, предпочтительно путем прямого стука, а не с помощью бензопилы, что может занять много времени, быть трудоемким и может привести к увеличению затрат на демонтаж.
Усыхание материала: учитывать усыхание различных материалов (обычно 0,5% – 1,5%) и учитывать различия между такими материалами, как алюминиевые сплавы (более низкая усыхание), магниевые сплавы (более высокая усыхание) и медные сплавы (между ними). Толщина и сложность продукта также влияют на усадку.
Положение желоба: обеспечить, чтобы положения желоба исключали критические поверхности и места сборки, использовать опорные положения и избегать слишком узких мест, что может привести к выступлениям. Положение штифта должно быть удобным для демонтажа.
3. Сложность плесени также влияет на ее срок службы, при этом более простые структуры, как правило, имеют более длительный срок службы. Сложные формы, особенно с глубокими и обширными ребрами рассеивания тепла, в большей степени подвержены поверхностным и соединительным трещинам.
4. Роль квалифицированных операторов отливки, надлежащее использование формы, разумные параметры отливки (давление и время) и другие факторы имеют решающее значение для долговечности формы:
Система охлаждения: использовать систему охлаждения во время литья под давлением для предотвращения перегрева, трещин, штамма продукта и деформации. Это сокращает потребность в выпускающих агентах, сокращает сроки заливки и повышает качество продукции.
Предварительное нагрев: предварительно нагреть плесень перед производством для предотвращения термического удара. Более сложные формы могут требовать предварительного нагрева с использованием таких методов, как паяльная лампа, сжиженный газ или машина для измерения температуры плесени.
Очистка пресс-форм: регулярно очищать поверхность пресс-формы для поддержания качества продукта. Остаточная вспышка или остатки могут нарушить производственный процесс и создать угрозу безопасности.
Обращение с алюминием: обращение с алюминием работает быстро, чтобы избежать увеличения затрат на разливку, вопросов качества продукции и рисков безопасности. Прогон алюминия может привести к снижению проходов и повышению риска травматизма.
Изменения смещения: во время изменения смещения необходимо тщательно очистить поверхность разделения плесени керосином. Это не только предотвращает повреждения плесени, но и улучшает газоотвод и качество продукции в процессе впрыска.
Уязвимые части: проверка уязвимых компонентов, таких как штыри и керны эжекторов на предмет изгибов или трещин и их замена по мере необходимости.
Полировка: обратиться к областям с алюминиевым прилиплением и отложениями углерода через незначительные полировки.
Смазка и предотвращение ржавчины: поддержание смазки и предотвращение ржавчины на всех подвижных частях, суставах, винтах и других компонентах плесени.
Регулярное техническое обслуживание: крупные формы требуют периодического технического обслуживания, а записи о техническом обслуживании хранятся в бухгалтерской книге.





Пожалуйста, оставьте нам сообщение
-


-


-


-


WhatsApp

-
WeChat
